
|
商品の詳細:
お支払配送条件:
|
| タイプ: | 誘導の溶ける炉 | 力: | 90KW |
|---|---|---|---|
| 入力電流: | 140A | 電圧: | 3-phase 380v、50/60hz |
| 振動の頻度: | 1-15kHz | 接続ワイヤー: | 75mm2 |
| 制御スイッチ: | 3*225A | グラウンド ワイヤー: | 2mm2 |
| 冷水圧力: | ≥0.2MPa | 冷却の水流: | ≥20L/Min |
| 色: | カスタマイズ可能 | サイズ: | 760*400*880mm/550*400*500mm |
| 重量: | 97kg | ||
| ハイライト: | 誘導の溶ける機械,電気金属の溶ける炉 |
||
1. 誘導の溶ける炉の基本原則:
金属の製錬プロセスは誘導のelectrocaloric効果を使用して誘導の溶ける炉で完了する。電源は3つのタイプに一般に分けられる:高周波(10のkHzの上で)、中間周波数(50のkHzから10のkHz)および力の頻度(50か60のkHz)。充満のサイズおよび容量および電源の頻度に従って、誘導の溶ける炉は2つの部門に分けられる:中心(主に閉鎖したタンク タイプ)およびcoreless (るつぼのタイプ)。誘導の溶ける炉の回路は変圧器のそれに非常に類似している。第一次コイルはインダクション・コイルであり、芯を取られた誘導加熱のコイルに磁束の漏出を減らし、力率を改善する鉄心がある。コイルによって発生する交互になる磁界は充満の起電力を引き起こし、ジュール熱を発生させる。
![]()
製錬の間に、金属は誘導によって熱され、次にスラグに行なわれる、従ってスラグの温度は低く、鋼鉄と溶融池とスラグ間の物理的な、化学反応を促さない、従って特別な鋼鉄またはニッケル ベースの合金が使用されるとき、原料を使用されるべきであるよくするスラグ間のインターフェイスが小さいことを炉の構造は定める、原料は各要素の非常に熱い損失に従って準備され急速に熱され、溶けるべきである。多量の充満が溶けたら酸化を減らすために、スラグは加えられるべきである。スラグは炉ライニングと互換性があるべきである。完全な溶けることの後で、完成品の構成に従ってバッチのdeoxidizers (フェロシリコンの粉、ケイ素 カルシウム粉、アルミニウム粉、等)を加えなさい。必要ならば、分析のためのサンプルを取り、構成を調節しなさい。構成が修飾され、酸素除去がよいとき、鋼鉄は叩くことができる。鋳鉄は溶けるおよび熱保存の間に真剣に酸化しないし、便利な操作のための誘導加熱の利点に完全な演劇を与えることができる冶金の品質要求事項はまた低い。
2. 誘導の溶ける炉の特徴:
a. 軽量の、小型およびモジュール設計
D. IGBTの逆転の技術、高有効な転換、LCシリーズ共鳴
c.環境保護、容易な操作、低い労働の強度
D.低負荷のcomsumption、SCRの技術と比較される省エネ15%-30%
e.、急速に溶け、酸化物の層無しおよび確かめるのにタイマーを使用すること均等に熱する
高く、よい一貫性の良質プロダクトの作成
f.終わる温度の完全な保護機能、流れ、上の/低電圧の温度上の、
水不足、段階の失敗等の安全および信頼性
g.開始、95%上の力率の100%成功率常に
h.はとシステムを装備した(任意)検出する赤外線温度
I.水冷システムと装備されていて(任意)
j.はCNCまたはPLCの制御装置によって装備した(任意)
![]()
3. 電気誘導の溶ける炉の短い導入:
中間周波数の誘導の溶ける炉は誘導加熱機械である。コイルの交流はるつぼの金属を溶かし、次に必要とされる温度に熱い金属を熱する。それは造る前に熱処理であり、投げ、溶ける企業でhot rolling焼結する。
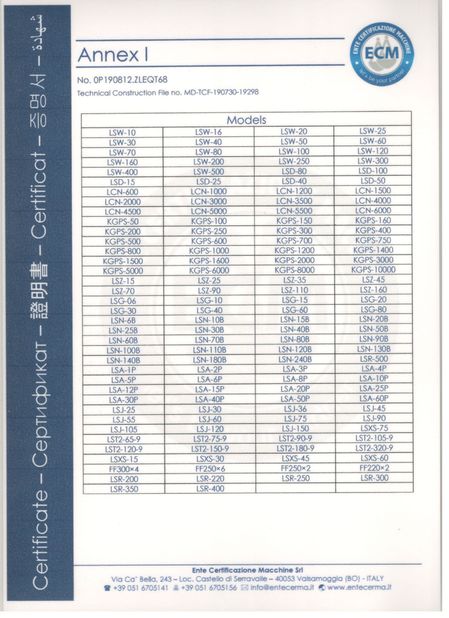
4. 誘導の溶ける炉の溶ける容量:
|
||||||||||||||||||||||||||||||||||||||||||||||||
5. 誘導の溶ける炉の塗布:
![]()
コンタクトパーソン: Miss. Amy
電話番号: 008613353716800




